|
粘接EPDM涂层体系说明书
1.产品简介
DH38(粘接EPDM涂层体系简称)涂层体系是双涂层产品,适应基材为铝合金或者钢基板。成型产品用于橡胶硫化过程中粘结橡胶。特别适合于粘结三元乙丙橡胶,丁腈橡胶类、天然橡胶类产品。
2.适应基板
涂层体系适应的基板为铝合金或者钢基板,具体根据客户需要决定。
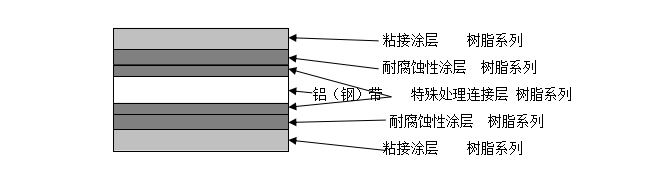
3.涂层体系构成
DH38涂层体系构成如图1所示:涂层体系产品结构图,涂层成品颜色为黑色。
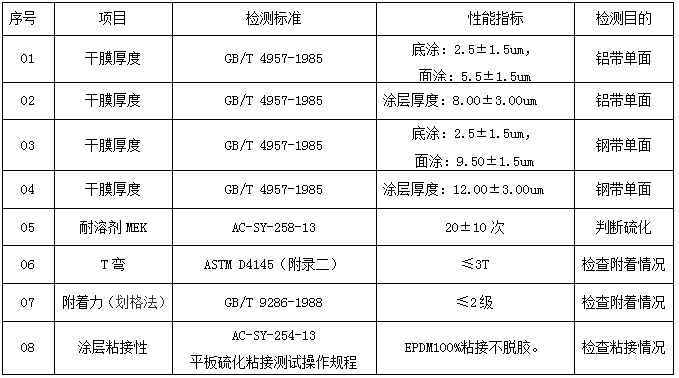
4.典型涂层性能
DH38涂层体系典型性能见表1的规定。涂层性能是根据基板的性能决定,表1中的涂层性能对应的基板为5754H36-0.77mm铝合金或者钢带材DC03 C590-0.50mm。如果变更基材请参照企业技术标准AC-WI-101-13《密封系统用涂层带材》中对应项。标准中没有说明的需要根据情况决定。
5.主要特点
5.1环境友好型
涂层体系中不含铅以及其它有毒的重金属,该涂层体系符合ELV的要求,对环境友好。
5.2粘接橡胶类型
特别适合粘接三元乙丙橡胶,丁腈橡胶类产品,也可以粘接NR,IR,SBR,BR,EPDM,CR,NBR等等。适应多体系的EPDM配方系统。
5.3成型性能
粘接施工过程中,良好的施工性能。特别适合于要求进行第二次模压成型的生产工艺。
5.4耐烘烤性
取决于橡胶配方,有该体系的涂层带材可耐受160℃下0.5∽2min的预固化而不影响粘接性能。
5.5涂层稳定性
优异的干膜稳定性。如果不受污染,具备该体系的涂层带材可以储存六个月。
6.使用指导
6.1预烘
根据生产情况,可以在预弯前预热,也可以不用增加预热工艺,推荐使用预热工艺。推荐预烘工艺如下:
6.1.1预热温度(PMT)
100±20℃,推荐80℃。
6.1.2保温时间
40±20s,推荐30 s。
6.1.3建议预热烘箱设定温度
260±20℃。
6.1.4建议预热烘箱长度
1.00∽1.50m。
6.1.5建议生产速度
15±5m/min。
6.2模压工艺
6.2.1模压温度
建议为180±15℃。
6.2.2保温时间
保温时间为75±10秒;
7.模压失效问题分析
7.1模压温度偏低
模压硫化温度低于160℃时,涂层与EPDM接触时温度不够,不能完全进行化学反应,粘接效果不理想。
7.2模压温度偏高
模压硫化温度在210℃以上时,涂层失效,无法粘接。
7.3分段模压
分段模压时会出现加压重叠的情况,如果出现此情况时,在建议的模压温度下,底涂层会出现开裂。
7.4预热时PMT温度与保温时间
预热PMT超过120℃,保温时间超过10s时,会出现失效风险。
8.储存和处理
8.1包装条件
必须是未开封的原始包装产品。
8.2环境温度与湿度
涂层带材贮藏环境温度:5~40℃;
涂层带材贮藏环境湿度:30~90%;
8.3化学物质
涂层带材贮藏时,要远离酸碱等化学物质,严禁有粉尘,油污等浸入。
8.4 水
涂层带材表面绝对禁止接触水,接触水后会降低粘接强度。
9.保质期
涂层带材在满足上面储存条件时,自产品合格证日期起,产品在六个月之内可以满足使用,超过六个月而需要使用时应当做一个质量控制的评估,这一评估应包括粘接性能和典型的物理性能。
10.其它
其它事项参见重庆安驰车用钢铝板带材料有限公司企业技术标准。
|

